-

武汉可为光电自动化科技股份有限公司
主营:激光除锈机,手持自动送丝激光焊接机,机器人激光焊接机

武汉可为光电自动化科技股份有限公司
主营:激光除锈机,手持自动送丝激光焊接机,机器人激光焊接机 5
5
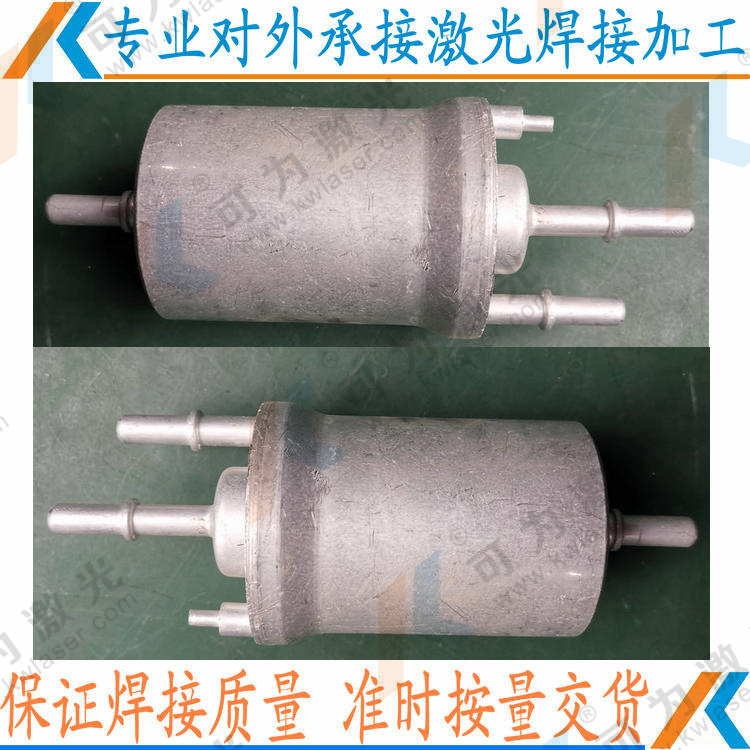
武汉可为承接全国激光焊接加工 焊接材料:合金钢、不锈钢、生铁、铝合金、铍铜、黄铜、钛合金、镍合金等激光焊接加工 焊接要求:焊接位置和焊接外观,以及焊接强度 焊接工艺:连续自动激光焊接加工 焊接设备:多台四维自动激光焊接机,手持激光焊接设备 打样报价:2个样板之内,免费打样报价格 交期服务:专人跟单,根据订单数量3-5天交货 焊接品质:激光是细微局部融化焊接,焊点小、深宽比大,焊道漂亮,满足了焊接产品外观和强度 武汉可为加工优势:多台激光焊接机,满足焊接产品品质和产能交期的要求
激光焊接加工成为一种成熟的无接触的焊接方式已经多年,高的能量密度使得高速加工和低热输入量成为可能,焊接强度高,焊缝窄,热影响区小,并且工件变形量小。不断变化的用户需求和高度的国际竞争造成了钣金激光焊接加工领域的向个性化需求转变的趋势。对于用户来说,这意味着产品线的细分程度加大。因此,生产大量相同部件的需求减少,而对于各个产品的准备时间越来越多,而整个加工过程特别是焊接过程,必须适应这个趋势,合适满足这个需求的设备就是六轴机器人自动激光焊接系统。
激光焊接的工作原理 激光焊接是将具有优异的方向性、高亮度、高强度、高单色性、高相干性等特点的激光束至加工工件表面区域内,激光束经过光学系统聚焦后,其激光焦点的功率密度为104-107W/cm2,通过激光与被焊物的相互作用,在短的时间内使被焊处形成一个能高度集中的热源区,热能使被焊物区域熔化后冷却结晶形成牢固的焊点和焊缝。根据所用激光器及其工作方式的不同,常用的激光焊接方式有两种,一种是脉冲激光焊,主要用于单点固定连续和簿件材料的焊接,焊接时形成一个个圆形焊点;另一种为连续激光焊,主要用于大厚件的焊接和切割,焊接过程中形成一条连续焊缝。就一般而论,焊接材料的选择、激光焊接机的选择,加工工作台的选择,是影响激光焊接效果的主要因素。而对于焊接过程中熔化现象能否产生和产生的强弱程度则主要取决于激光作用材料表面的时间、功率密度和峰值功率,控制好上述各参数就可利用激光进行各种不同的焊接加工。激光焊接中,光束焦点位置是关键的控制工艺参数之一,在一定激光功率和焊接速度下,只有焦点处于好位置范围内才能获得大熔深和好的焊缝形状。
目前在金属焊接中出现的一些挑战,比如工件形状越来越复杂,焊接质量要求越来越高,而且加工的个性化需求中的量小样多的订单越来越多,采用机器人自动激光焊接加工系统完**够应对。武汉可为煹接专注激光焊接设备的研发制造,引进机器人配合激光焊接机,公司技术人员精通机械手应用,可搭配日本(川崎/松下/安川等),德国(库卡/ABB)等多个国家机械手柄。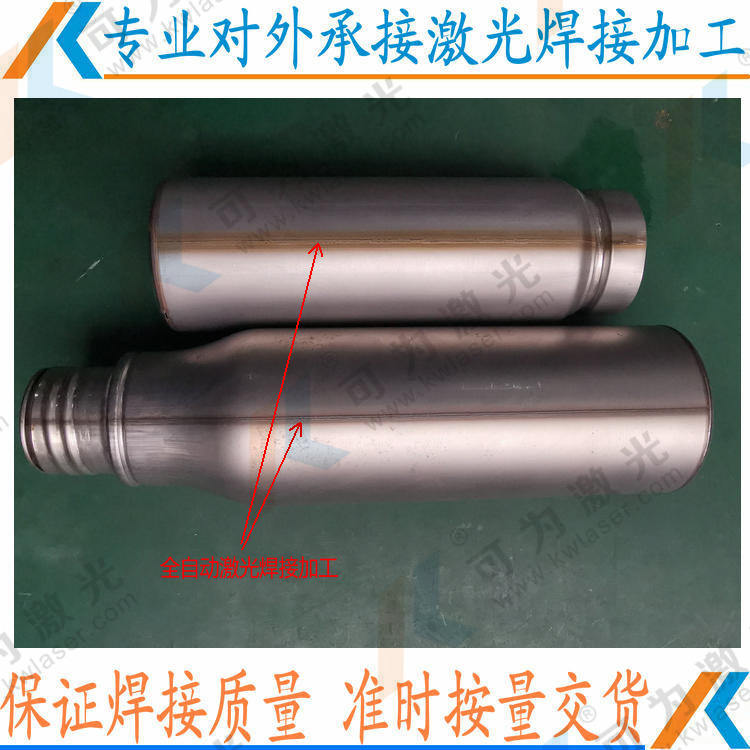
焊接加工具有以下特点:
1、与御接相比,焊接具有节省金属材料、生产率高、接头强度高、密封性能好、易于实现机械化和自动化等优点;
2、与铸造相比,焊接工序简单、生产效率高、节省材料、成本低,有利于产品的更新;
3、对于大型、复杂的结构件,采用铸一焊、锻一焊、冲一焊复合工艺,能实现以小拼大,化繁为简,以克服铸造或锻造设备能力的不足,有利于降低成本、节省材料,提高经济效益;
4、能连接异种金属,便于制造双金属结构。如将硬质合金刀片和车刀刀杆焊在一起在已磨损的工件表面堆焊一层耐磨材料,以延长其使用寿命。
在20世纪70年代以前,由于高功率连续波形激光器尚未开发出来,所以研究重点集中在脉冲激光焊接上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器。YAG激光器的焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后,具有真正意义的激光缝焊才得以实现。随着千瓦级连续CO2激光器焊接试验的成功,激光焊接技术在20世纪70年代初取得突破性进展。在大厚度不锈钢试件上进行CO2激光焊接,形成了穿透熔深的焊缝,从而清楚的标明了小孔的形成,而且激光焊接产生的深熔焊缝与电子束焊接相似。
http://keweigd.b2b168.com
欢迎来到武汉可为光电自动化科技股份有限公司网站, 具体地址是湖北省武汉市东湖新技术开发区流芳大道52号中国光谷文化创意园E-10栋,联系人是帖先生。
主要经营专注于激光及自动化智能装备的研发、生产、制造及服务。
单位注册资金单位注册资金人民币 250 - 500 万元。
我公司在机械产品领域倾注了无限的热忱和激情,公司一直以客户为中心、以客户价值为目标的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!