-

武汉可为光电自动化科技股份有限公司
主营:激光除锈机,手持自动送丝激光焊接机,机器人激光焊接机

武汉可为光电自动化科技股份有限公司
主营:激光除锈机,手持自动送丝激光焊接机,机器人激光焊接机 5
5

武汉可为承接全国激光焊接加工 焊接材料:合金钢、不锈钢、生铁、铝合金、铍铜、黄铜、钛合金、镍合金等激光焊接加工 焊接要求:焊接位置和焊接外观,以及焊接强度 焊接工艺:连续自动激光焊接加工 焊接设备:多台四维自动激光焊接机,手持激光焊接设备 打样报价:2个样板之内,免费打样报价格 交期服务:专人跟单,根据订单数量3-5天交货 焊接品质:激光是细微局部融化焊接,焊点小、深宽比大,焊道漂亮,满足了焊接产品外观和强度 武汉可为加工优势:多台激光焊接机,满足焊接产品品质和产能交期的要求
焊接加工安全技术要求:
1、防止触电:焊接时穿戴好绝缘手套、绝缘鞋或靴。检查焊接设备接地的可靠性。不得戴潮湿手套拉电门、电闸。焊机起动后,若发现异常应先切断电源,再作处理。焊钳、焊、焊线都应是绝缘良好,以防与焊件短路,烧毁焊机或其它设备;
2、预防灼伤、弧伤:焊接时,应穿帆布衣裤,进行全位置焊接时,可改穿皮衣裤、戴皮袖套。进行仰焊时,戴能遮盖颈部的工作帆布帽。脚部应用帆布或皮革制成的脚搭保护。焊接时必须戴皮手套,戴防护眼镜。高空作业时,应防止飞溅和焊条头下面的工作人员;
3、预防气体、烟尘危害:在舱内作业时,应穿戴静电防护口罩。焊接工作场所应有良好的通风设备。在船体双层底舱内或其它容器中进行焊接时,应配置抽风机进行换气。遵义焊接加工提醒您,焊接时产生的气体和烟尘也是不能忽视的。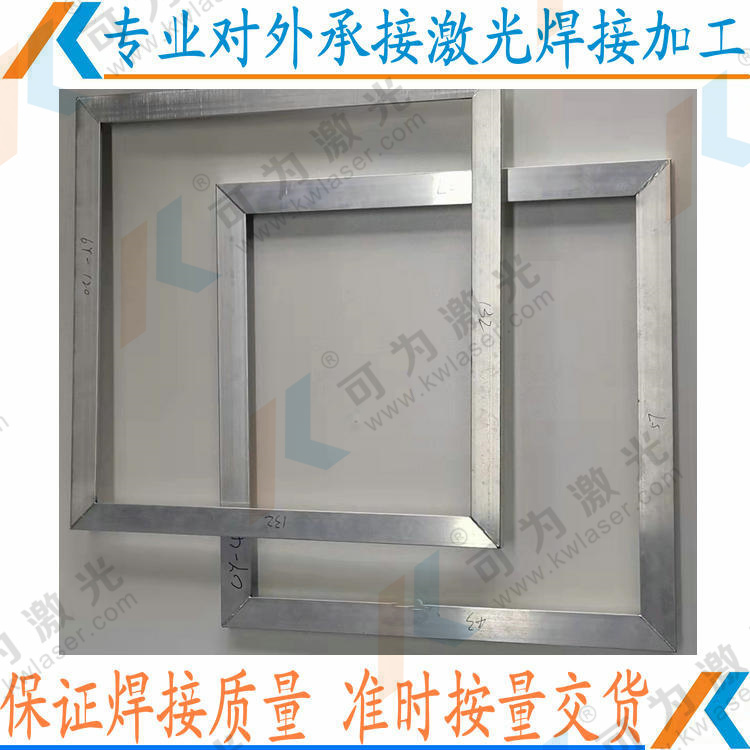
再进一步提高功率密度和加长辐照时间,材料表面强烈汽化,形成较高电离度的等离子体,这种致密的等离子体可逆着光束入射方向传输,对激光有屏蔽作用,大大降低激光入射到材料内部的能量密度。在较大的蒸气反作用力下,熔化的金属内部形成小孔,通常称之为匙孔,匙孔的存在有利于材料对激光吸收。这一阶段可用于激光深熔焊接、切割和打孔、冲击硬化等。 不同条件下,不同波长激光照射不同金属材料,每一阶段的功率密度的具体数值会存在一定的差异。 就材料对激光的吸收而言,材料的汽化是一个分界线。当材料没有发生汽化时,不论处于固相还是液相,其对激光的吸收仅随表面温度的升高而有较慢的变化;而一旦材料出现汽化并形成等离子体和匙孔,材料对激光的吸收则会突然发生变化。
各种类精密模具.铍铜模.精致不锈钢制品.五金配件.钟表带壳. 精密机械零部件.各行业金属制品.激光焊接加工. 设备在30倍数放大镜下作业,确保.精益求精,针对.深.窄.缝.薄.细.幼.微.适合高要求焊接需求.焊斑点0.15mm宽.发热面小.不下陷.不变型.优点. 适合各行业金属精密焊接需求,焊后表面精细.结白.平整.美观.焊完*烦琐处理. 不需处理或只需简单处理工序.悭时悭工.高要求.…..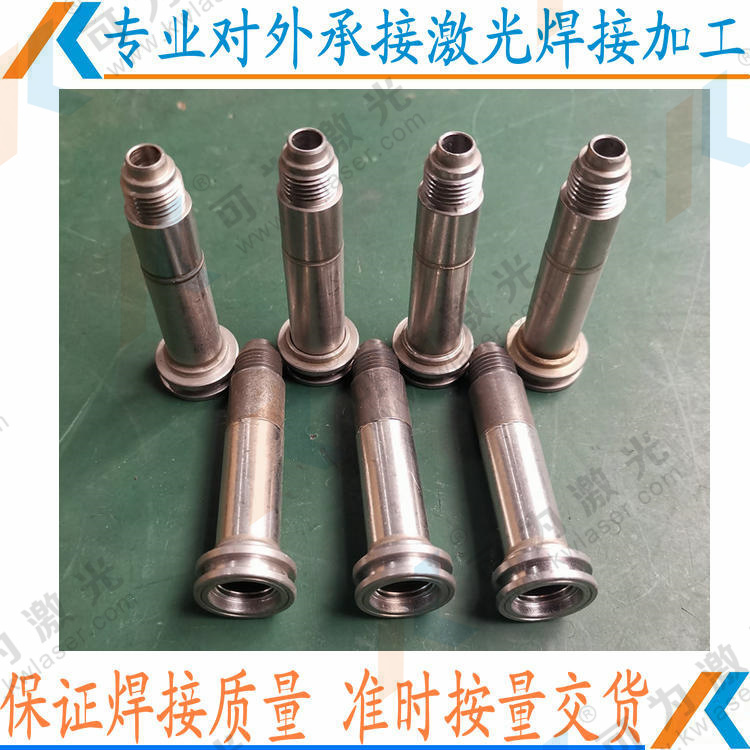
铝合金激光焊接问题三:焊接接头力学性能下降 焊接过程中合金元素的烧损,使铝合金焊接接头的力学性能下降。对于这个问题,解决方法主要有以下几个方面:由于铝合金焊接产生的气孔不稳定,导致焊接接头的力学性能。铝合金主要包括Zn、Mg 、Al三种元素。在焊接时,铝的沸点均**其他两种元素的沸点。所以在铝合金元素焊接时可以加入一些低沸点合金元素,有利于小孔的形成,焊接的牢固性。
功率密度。 功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。 因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在10^4~10^6W/CM^2。
http://keweigd.b2b168.com
欢迎来到武汉可为光电自动化科技股份有限公司网站, 具体地址是湖北省武汉市东湖新技术开发区流芳大道52号中国光谷文化创意园E-10栋,联系人是帖先生。
主要经营专注于激光及自动化智能装备的研发、生产、制造及服务。
单位注册资金单位注册资金人民币 250 - 500 万元。
我公司在机械产品领域倾注了无限的热忱和激情,公司一直以客户为中心、以客户价值为目标的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!