-

武汉可为光电自动化科技股份有限公司
主营:激光除锈机,手持自动送丝激光焊接机,机器人激光焊接机

武汉可为光电自动化科技股份有限公司
主营:激光除锈机,手持自动送丝激光焊接机,机器人激光焊接机 5
5

武汉可为承接全国激光焊接加工 焊接材料:合金钢、不锈钢、生铁、铝合金、铍铜、黄铜、钛合金、镍合金等激光焊接加工 焊接要求:焊接位置和焊接外观,以及焊接强度 焊接工艺:连续自动激光焊接加工 焊接设备:多台四维自动激光焊接机,手持激光焊接设备 打样报价:2个样板之内,免费打样报价格 交期服务:专人跟单,根据订单数量3-5天交货 焊接品质:激光是细微局部融化焊接,焊点小、深宽比大,焊道漂亮,满足了焊接产品外观和强度 武汉可为加工优势:多台激光焊接机,满足焊接产品品质和产能交期的要求
铝合金激光焊接问题三:焊接接头力学性能下降 焊接过程中合金元素的烧损,使铝合金焊接接头的力学性能下降。对于这个问题,解决方法主要有以下几个方面:由于铝合金焊接产生的气孔不稳定,导致焊接接头的力学性能。铝合金主要包括Zn、Mg 、Al三种元素。在焊接时,铝的沸点均**其他两种元素的沸点。所以在铝合金元素焊接时可以加入一些低沸点合金元素,有利于小孔的形成,焊接的牢固性。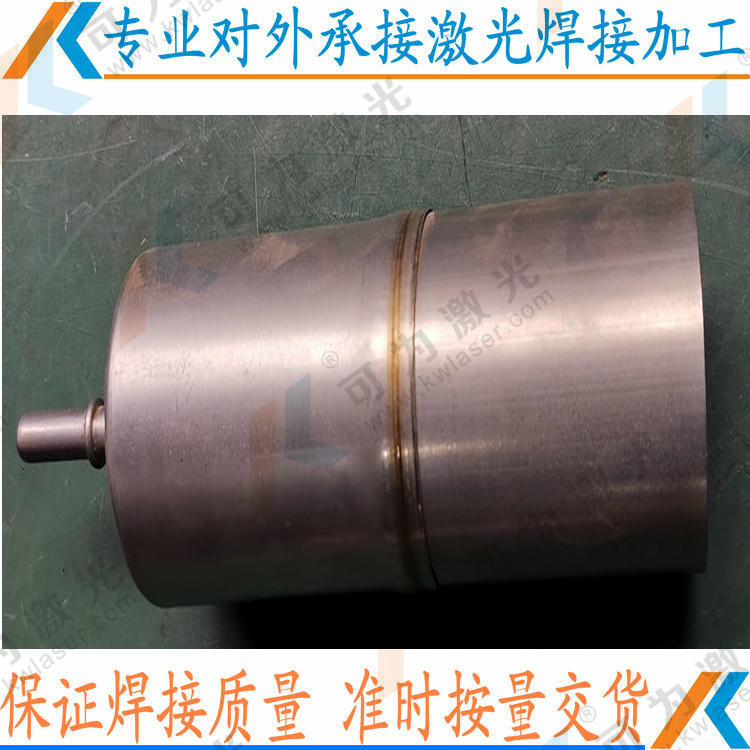
激光焊接的工艺方法
1、片与片间的焊接。一般采用手动焊接和自动化焊接,其包括对焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等四种工艺方法。
2、丝与丝的焊接。一般采用手动焊接和半自动焊接,其包括丝与丝对焊、交叉焊、平行搭接焊、T型焊等四种工艺方法。
3、金属丝与块状元件的焊接。采用激光焊接可以成功地实现金属丝与块状元件的连接,块状元件的尺寸可以任意。在焊接中应注意丝状元件的几何尺寸。
4、不同金属的焊接。焊接不同类型的金属要解决可焊性与可焊参数范围,不同材料之间的激光焊接只有某些特定的材料组合才有可能。
5、块状物件补焊。采用激光将激光焊丝熔化沉积到基材上,一般适合模具等产品的修补。
焊接加工的安全生产要求:焊接安全操作要求
1、遵守操作规程,穿戴安全防护用品;
2、在2.5米以上的高空作业时,应佩带安全带,焊线不要背在肩上;
3、在密闭舱室焊接时,应注意通风并应设监护人员;
4、不在有易燃、易爆物附近焊接,至少应相距5米以上,防火灾;
5、不要在有压力的容器或管道上焊接,以防火星喷射伤人;
6、焊接设备都应有良好的接地;
7、遇有人触电,应立即切断电源,若触电者呈昏迷状态,应就地施行人工呼吸,直到到来为止;
8、夏天应多饮茶水或清凉饮料,以防中暑,冬天防滑;
9、禁止带压作业;
10、照明灯使用安全电压;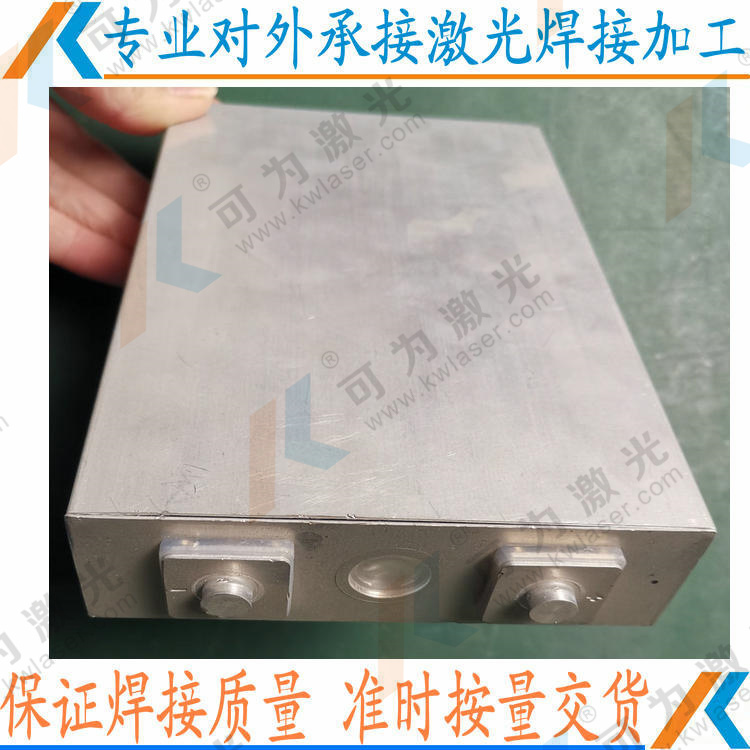
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部脉冲加热,激光弟量通过热传导向材料*部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后*处理或只需简单处理,焊缝质量高,无气,可控制,聚焦光点小,精度高,易实现自动化。适合于厚度在1mm以内板材、管材的精细焊接。三维工作台与旋转卡盘配合,能在平面范围内或者圆周(和圆弧)上焊接。广泛应用于、电子、电池、仪表等各个行业。
焊接特性 属于熔融焊接,以激光束为能源,冲击在焊件接头上。 激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上。 激光焊接属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。 激光焊可以与MIG焊组成激光MIG复合焊,实现大熔深焊接,同时热输入量比MIG焊大为减小。 传感器密封焊接采用的方法有:电阻焊、氩弧焊、电子束焊、等离子焊等。
http://keweigd.b2b168.com
欢迎来到武汉可为光电自动化科技股份有限公司网站, 具体地址是湖北省武汉市东湖新技术开发区流芳大道52号中国光谷文化创意园E-10栋,联系人是帖先生。
主要经营专注于激光及自动化智能装备的研发、生产、制造及服务。
单位注册资金单位注册资金人民币 250 - 500 万元。
我公司在机械产品领域倾注了无限的热忱和激情,公司一直以客户为中心、以客户价值为目标的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!