-

武汉可为光电自动化科技股份有限公司
主营:激光除锈机,手持自动送丝激光焊接机,机器人激光焊接机

武汉可为光电自动化科技股份有限公司
主营:激光除锈机,手持自动送丝激光焊接机,机器人激光焊接机 5
5
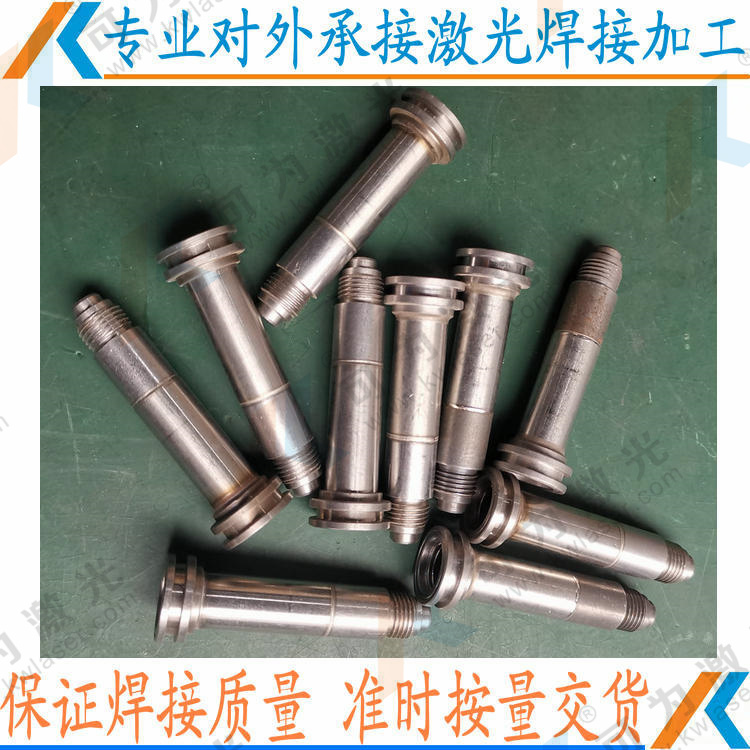
武汉可为承接全国激光焊接加工 焊接材料:合金钢、不锈钢、生铁、铝合金、铍铜、黄铜、钛合金、镍合金等激光焊接加工 焊接要求:焊接位置和焊接外观,以及焊接强度 焊接工艺:连续自动激光焊接加工 焊接设备:多台四维自动激光焊接机,手持激光焊接设备 打样报价:2个样板之内,免费打样报价格 交期服务:专人跟单,根据订单数量3-5天交货 焊接品质:激光是细微局部融化焊接,焊点小、深宽比大,焊道漂亮,满足了焊接产品外观和强度 武汉可为加工优势:多台激光焊接机,满足焊接产品品质和产能交期的要求
焊接加工概述:
1、焊接是指通过加热或加压,使焊件结合的一种加工方法。根据焊接过程的不同,焊接方法可分为压焊、熔焊 和钎焊类,其中又以熔焊中的电弧焊应用普遍;
2、熔焊:将待焊处的母材金属熔化,但不加压力以形成焊缝的焊接方法;
3、压焊:在焊接过程中,必须对焊件施加压力(加热或不加热),以完成焊接的方法,包括固态焊、热压焊、锻焊、扩散焊、气压焊及冷压焊等;
4、钎焊:利用比母材熔点低的金属材料作钎料,将焊件和钎料加热到**钎料熔点,但低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散而实现连接焊件的方法。根据使用钎料的不同,可分为硬钎焊和软钎焊两类。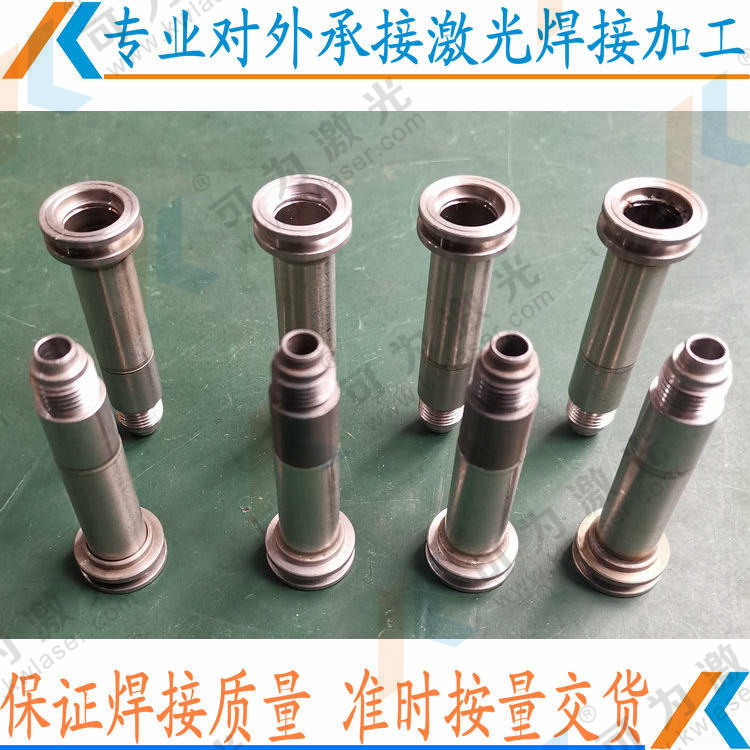
焊接加工的安全生产要求:焊接安全操作要求
1、遵守操作规程,穿戴安全防护用品;
2、在2.5米以上的高空作业时,应佩带安全带,焊线不要背在肩上;
3、在密闭舱室焊接时,应注意通风并应设监护人员;
4、不在有易燃、易爆物附近焊接,至少应相距5米以上,防火灾;
5、不要在有压力的容器或管道上焊接,以防火星喷射伤人;
6、焊接设备都应有良好的接地;
7、遇有人触电,应立即切断电源,若触电者呈昏迷状态,应就地施行人工呼吸,直到到来为止;
8、夏天应多饮茶水或清凉饮料,以防中暑,冬天防滑;
9、禁止带压作业;
10、照明灯使用安全电压;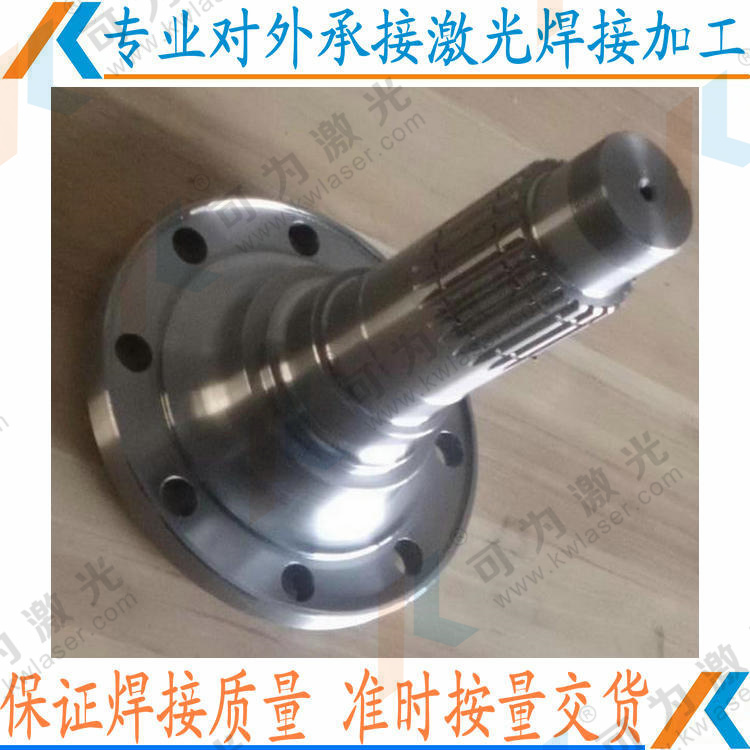
铝合金激光焊接问题一:铝合金对激光吸收率低,这个问题主要是由于铝合金材料的问题,由于铝合金对激光束的高初始反射率及其本身的高导热性,使铝合金在未熔化前对激光的吸收率很低。对于这个问题,解决方法主要有以下几个方面:
1、对铝合金材料进行表面预处理工艺。例如生产中常用的砂纸打磨、表面化学浸蚀、表面镀等预处理措施。增加材料对激光的吸收率。
2、 让光斑尺寸减小,使激光功率密度增加。
3、 改变焊接结构,使激光束在间隙中形成多次反射,便于铝合金进行激光焊接加工。
1、省空间、小型化的设计;
2、换灯免调光,日常维护更简单;
3、模块化设计, 易实现功能扩展。可实现点焊、对接焊、叠焊、密封焊等;
4、红光对焦/指示,控制,聚焦光点小,实现高精度定位;
5、具备长时间稳定工作的能力,特别适合企业三班倒制长时间作业;
6、自我诊断、保护及预警功能;
7、提供多种行业夹具和控制方式,系统易于实现与自动生产线配套;
激光功率 激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或**过此值,熔深会大幅度提高。只有当工件上的激光功率密度**过阈值(与材料有关),等离子体才会产生,这标志着稳定深熔焊的进行。如果激光功率低于此阈值,工件仅发生表面熔化,也即焊接以稳定热传导型进行。而当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。激光深熔焊时,激光功率同时控制熔透深度和焊接速度。焊接的熔深直接与光束功率密度有关,且是入射光束功率和光束焦斑的函数。一般来说,对一定直径的激光束,熔深随着光束功率提高而增加。
http://keweigd.b2b168.com
欢迎来到武汉可为光电自动化科技股份有限公司网站, 具体地址是湖北省武汉市东湖新技术开发区流芳大道52号中国光谷文化创意园E-10栋,联系人是帖先生。
主要经营专注于激光及自动化智能装备的研发、生产、制造及服务。
单位注册资金单位注册资金人民币 250 - 500 万元。
我公司在机械产品领域倾注了无限的热忱和激情,公司一直以客户为中心、以客户价值为目标的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!